How I built an edge grinder for telescope mirror blanks.
It was very quick and easy
I have been casting my own telescope mirror blanks for a few years now. How I do it is explained
elsewhere on this web site. The casting process leaves the
blanks slightly oversize, and the edges of the blanks rough, and not quite perfectly round. I have tried various methods of cleaning up the edges of the
blanks. None have been totally satisfactory. I eventually decided I needed to build a dedicated edge grinding machine. This is how I did it.
I started the build by making a sturdy frame for the unit out of 2x4 lumber and 3/4 inch thick plywood. Wheels were added to the bottom of the unit
so it can be wheeled outside. The grinding operation will be messy, so it will need to be done outside. Everything is screwed together with long drywall
screws to make a really rigid frame.
I built a circle-cutting jig for my band saw and cut out some circular parts for the grinder. I started with pre-made, thick, circular table-tops bought from
a home-center store. That eliminated the need to cut and glue up the wood myself before cutting the circles. I bought table-tops slightly larger in diameter
than what I needed and cut them down to size.
The large circle is cut from a 20 inch diameter tabletop. I really only cut the rounded edge off of it so that it now has a square edge, which will be needed
later for mounting a dam.
The smallest circle was cut to 12 inches in diameter for use in edging 12.5 inch diameter blanks. The other circle was cut to 13.5 inches in diameter for use
in edging 14 inch diameter blanks.
All of the circles were given three coats of spar polyurethane to protect them from water damage because water coolant will be used when grinding glass.
The smaller circles got polyurethane on both sides and their edges. The large circle only got it on one side and the edge, since only the top side and
edge will be exposed to moisture.
Here is a collection of parts that went into building the turntable. I used two 1 inch ID bearings, a short length of 1 inch diameter shaft, a 14 inch spoked
pulley with a 1 inch bore, a 1 inch ID shaft collar, and three pieces of 3/4 inch thick wood cut to fit in the pie-shaped sectors between the pulley spokes.
I borrowed a few ideas from the Mirror-O-Matic mirror grinding machine, particularly how to mount the turntable
on top of the pulley. Anyone building machinery for cold-working glass should have a look at the MOM web site and plans. There are lots of good ideas there.
The large wood circle will become the base of the turntable.
I drilled a hole in the center of the large wood circle large enough for the 1 inch shaft collar to be a tight fit in it. I removed the set screw from the collar,
then hammered it in place. It was then securely glued in place with a generous amount of epoxy, being careful not to get any epoxy in the bore. The collar will
keep the large wood circle centered on the shaft.
After the epoxy set up, the shaft was inserted through the collar bore. The 14 inch spoked pulley was slid down the shaft, and its set screw tightened to hold
everything in place. Then the three pie-slice shaped pieces of wood are placed into the openings between the spokes of the pulley and screwed down to the large
wood circle. This provides a removable connection between the pulley and the wood circle. The large circle will sit on top of the pulley, and be held in place
only by gravity. Torque will be transmitted through the pie-shaped pieces of wood. This makes it easily removable for cleaning. Though I have found that it
is actually even easier to clean it with a wet-vac.
Next the big pulley was mounted in the center of the top of the frame. A passage hole for the shaft was drilled in the center of the top surface. Holes for bolts
to hold down the bearing were also drilled. The bolts are long enough to go through the second bearing on the underside. The shaft was inserted through the
bearings, and their set screws were tightened down. Enough of the shaft was left protruding above the top bearing that it would stick up 1.5 inches above the
top of the pulley. The pulley was put in place and its set screw was tightened.
Here is a bottom view of the mounting for the turntable. An extra plate of 3/4 inch wood was screwed to the underside of the top to beef up the area where the
bearings would be mounted. Long carriage bolts were used to bolt the bearings in place. They were long enough to go through the bolt holes on both bearings, and
the 1.5 inches of wood.
To align the smaller wood circles with the center of the turntable, a 1 inch diameter hole was drilled in their centers about half way through to fit over the
stub of shaft protruding from the center of the turntable. A second smaller 1/2 inch hole was drilled all the way through the smaller disks and half way through
the turntable so a short piece of 1/2 inch dowel rod can be inserted to prevent the small disk from spinning with respect to the turntable.
I salvaged this variable speed motor, control box and power cord from my old band saw after it broke. They will provide the motive power for the turn table.
Instead of using multi-step pulleys to change speeds like the Mirror-O-Matic does, my machine will have infinitely variable speed at the turn of a dial. Sweet!
Here is a picture of the mostly complete drivetrain for the turntable. The motor is only temporarily mounted at this point, held in place by the orange clamp.
I screwed it in place once I got it located to correctly tension the belt.
A 1 inch diameter pulley on the motor drives a 12 inch pulley with the belt. The 12 inch pulley is mounted on a long piece of 1/2 inch diameter shaft. The 1/2
inch shaft rides in two pillow block bearings. At the top of the 1/2 inch shaft is a 2 inch pulley to drive the main 14 inch turntable pulley via another
belt. The motor control box has not yet been mounted, and can be seen on the seat of the chair to the right of the machine.
In this photo the control box has been mounted and wired to the motor, which has now been screwed in place. Time for a test.
Here is a short video of a test of the turntable drive. One of my home-cast 14 inch blanks is mounted on the turntable.
A sturdy post is needed to mount the grinder arm on. So I used 1 inch steel pipe for the post. I started by mounting a 1 inch floor flange to the corner
of the machine with beefy screws, so that the pipe could be screwed into it.
Here the 18 inch long by 1 inch steel pipe has been screwed tightly into the floor flange, making a very sturdy post for mounting the grinder arm.
I built a dam around the turntable to collect the overspray and runoff when using coolant during grinding. The dam is made from cheap vinyl base tile like you
see in commercial buildings. It is available very inexpensively anywhere that sells vinyl floor tile. It comes in 4 foot lengths and is very flexible. I wrapped
the base tile around the turntable and secured it in place with numerous short screws. The seams where two pieces of tile meet were reinforced with duct tape on
the outside, and silicone caulk on the inside. A bead of silicone caulk was also run around the entire inside joint between the wooden turntable and the vinyl tile.
The dam has proven to be 100% water tight.
I started construction of the arm to hold the grinder by gluing and screwing two short lengths of 2x4 together. Then a hole was drilled through the them to allow
them to slide over the post made of 1 inch steel pipe. Then a slot was cut with my band saw to allow for locking the arm in place using a c-clamp. More on that
below.
Here is a view of the completed arm with the grinder installed. One side of a large barn door hinge is mounted to the side of the arm. The grinder is held
onto the other side of the hinge with a bolt through the hinge into the handle socket, and a couple of pipe clamps. Some small wooden wedges were cut to fit between the side of the grinder and the
hinge to allow for the curved profile of the grinder body. The wedges are glued together and held in place with screws through the hinge. This is done to
prevent vibration from working them loose when the grinder is running. A stiff spring was added to pull the hinge closed. A long threaded eye-bolt passes through
a nut embedded in the arm and a hole in one side of the hinge to push against the other side of the hinge. Turning the eye-bolt moves the grinder into and away
from the blank to be ground. A c-clamp tightens the arm in place once it is positioned. The whole system works amazingly well considering it was cobbled together from scrap
lumber and bits of hardware I could scrounge up in my workshop. I think the only piece I actually purchased especially for the arm was the long eye-bolt.
Here is another view of the arm holding the grinder. In this view you can see how the c-clamp across the slot cut in the arm locks everything in place.
A course diamond grinding drum is installed on the grinder. It will be used to take off the rough edges, and make blanks truly round. Then a switch to a finer
grinding drum will clean up the edge.
The edge grinder is done! Here I am doing a dry run to make sure everything works. A 13.5 diameter wood disk has been installed on the grinder. In actual
operation a 14 or 14.5 blank would be attached to this disk. The blank would overhang the edge of the wood disk. The grinder would grind the glass, but
not touch the wood. Cementing the disk and glass together with wax or pitch would be the normal way to do things in an optical shop. That is really messy
and time consuming though. So I decided to try using adhesive backed Velcro instead.
Here is a photo of the grinder in operation actually edging a 12.5 inch blank I cast in my kiln. It works! The blank is attached to the 12 inch diameter wood disk
with industrial strength, adhesive-backed Velcro. The rough grinding drum very quickly got the edge trued up and round and to the correct diameter with a minimum
of effort and drama. A jet of cooling water was directed at the grinding drum at all times to prevent over-heating the glass and causing chips to spall out
of the edge. The water came from a large pump sprayer tank. The spray nozzle was removed to get this photo. I will try to remember to get some photos of the
cooling water system in the future.
Here is a photo of the cooling water tank. Basically it is a pump sprayer. I removed the wand from the end of the hose. The trigger has a hold-down
clamp that will allow for continuous spray. Though it is not shown in this photo, the nozzle gets mounted on the grinder arm so that the spray
impinges on the grinding drum.
Here is a photo of what the edge looks like after the rough grinding is finished. Rough indeed! Fortunately, the fine edge grinding will clean that up.
Before I did any more grinding though, I decided the edge of the glass needed to be bevelled, to prevent chipping. Bevelling is really easy. With the
turntable running, I hold my air die-grinder with a diamond wheel in it against the edge of the blank at a 45 degree angle. A nice bevel is ground
into the edge of the blank in less than a minute. See the bevel 2 photos below. The bevelling operation creates a lot of airborne glass dust, so a
good quality dust mask is required.
Here a medium grit diamond drum has been installed on the grinder in order to clean up the marks left by the rough grinding drum. These diamond grinding
drums have diamond bits brazed onto their surfaces. They are made for use in smoothing out the edges of marble and granite countertops. They really do a
number on glass. The drums have a bearing on them so they can follow a template. The drums can be a little hard to find. Only a few places online seem
to carry them, and I have never seen them in a store. In spite of their rarity, they aren't all that expensive. The drums are designed for use on special
wet grinders that can pump water into the drum. The drums are hollow, and have holes to allow the cooling water to spray out on the work. The drums will
thread onto an ordinary angle grinder, and seem to work just fine with an external water spray.
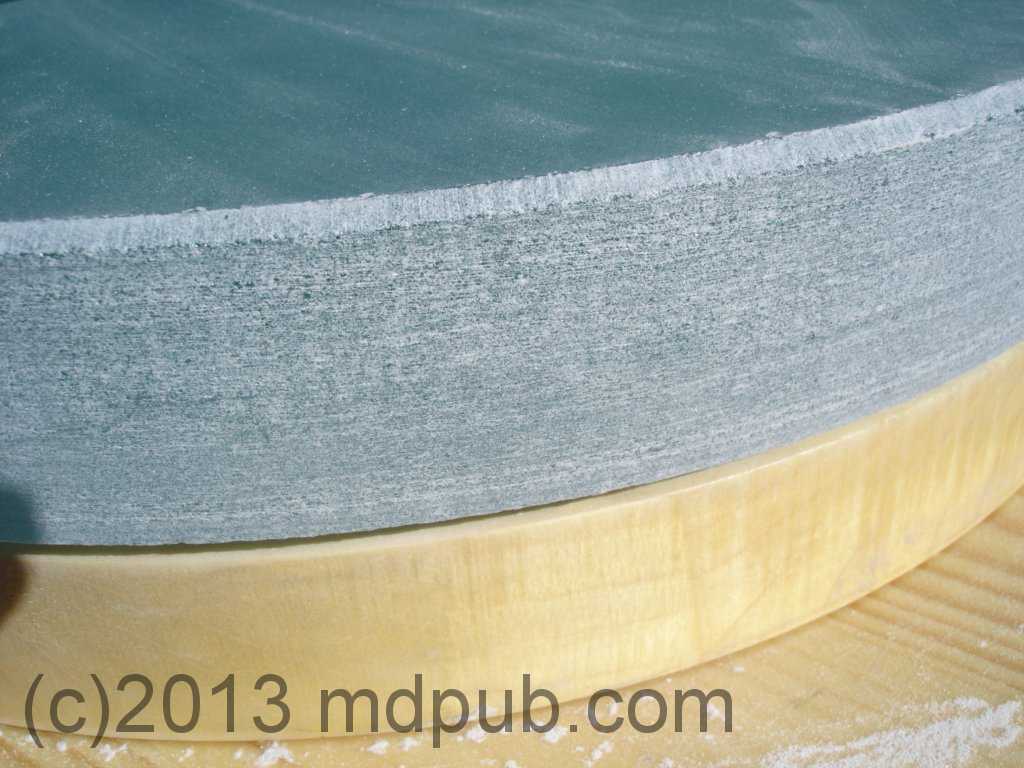
Here is a close-up view of the edge after using the medium drum grinder on it. It only took about a minute of running to get it this smooth. I didn't even
bother using the cooling water since the glass didn't have time to get hot. Without the water though, a lot of glass dust goes airborne, so a good
quality dust mask is required. Finer and finer grits
can be used to further smooth out the edge. For now though, I am stopping at the medium grit. The edge isn't terribly important, and I don't want to waste
time and money making it beautiful. Note the nice bevel on the top edge. How the bevel was done is described above.
So it works. I love it when a plan comes together. This grinder is going to be getting a lot of work as I cast more and more mirror blanks in my kilns.
I also have some ideas for other jobs the turntable can be used for, and arms with different functions to attach to it. Stay tuned for updates.
Update
I have built an accessory for the grinding table. It is a set of tools that allow me to cut thick glass circles to size. In this example, I cut a 14 inch disk out
of the center of a 16 inch diameter, 3/4 inch thick glass disk. I wouldn't have even thought this was possible until I tried it. I did it by using an
air-powered die grinder with a diamond blade, pressed against the spinning glass. I cut half way through from one side, then flipped it over and cut
the rest of the way through from the other side.
The first thing I built was an extension that sits in the middle of the turntable to raise the working surface above the height of the dam. It was made
from an 18 inch diameter tabletop and some scrap lumber. I drew concentric circles on the top of the tabletop in the sizes of common telescope mirror blank
diameters.
I then built an arm to hold the die grinder and allow it to be adjusted up and down, and in and out. Again, it was made out of scrap lumber and various
bits and pieces found around my work shop. The long screw-eye passes through an embedded nut in the top wooden plate, and presses on the assembly below.
The springs pull up against the screw-eye. Turning the screw-eye raises and lowers the grinder height in minute increments. A flap of Velcro holds down
the trigger on the grinder so it is always on. The grinder is controlled from a remote air valve in the air line.
Here is a front view of the cutter arm. It fits on the same pipe post that the grinder arm sits on. The blade is the smallest diameter diamond blade
I could find. It is made for use on the Rotozip tool. This blade does make some chips on the the inside of the cut. I'm thinking that a thinner
and/or smaller diameter blade might make a smoother cut. If I ever find a smaller blade I will try it and see if it works better. The chips aren't
too bad, and aren't really a problem at all if I am cutting disks to fuse together. If the disk needs to be chip free, I simply cut it a little oversize
and then grind down the edge to size (erasing the chips along the way) with the edge grinding attachment.
Here is a photo of the machine set up to cut another glass disk.
Though this example is cutting a circular disk, most of the disks I have cut out were cut from square pieces of glass. I cut the corners off, making
octagons, so the corners don't interfere with the cutter arm. The glass is secured to the tabletop with a few dabs of hot-melt glue. I then align the cutting
blade over the circle I want to cut, and crank the spinning cutter wheel down onto the rotating glass. I go slowly, and only cut half-way through. Then flip the
glass over and cut the rest of the way through. Even going slowly and carefully to avoid making bad chips, the cutting process is really quite quick. It is
also far less likely to crack the disk than using more conventional thick glass circle cutting methods I have used in the past. In fact, I haven't cracked one
yet. It is also a whole lot faster than any trepanning machine I have ever seen, and can cut any diameter disk from 10 inches to 18 inches.